射出成形のショート、バリ、ガス焼け対策に
ガストース
・2023年1月より価格を改定致しました。
・2023年1月よりHDV、HEVタイプが追加になりました。
・2023年8月31日をもってHE、HEV タイプが販売終了となります。
・2024年4月よりツバカットの公差が変更になりました。(Aタイプ、Cタイプ、Eタイプ)

こんなお悩み・課題はありませんか?
- 製品不良を抑えたい
- 金型メンテの回数を減らしたい
- チョコ停を改善したい
- ガス焼けをどうにかしたい
- ショートショットで不良を防ぎたい
- バリを最小限に抑えたい
うまく解消できないケースが多い。
ガストースによる課題解決事例
課題:ガス焼け対策
樹脂:46ナイロン
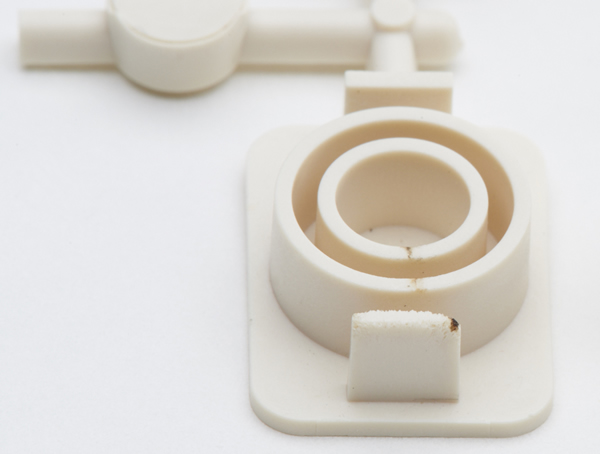
- 型締圧:
- 50t
- 型締圧:
- 150MPa
- 型締圧:
- 10t
- 充填圧:
- 100MPa
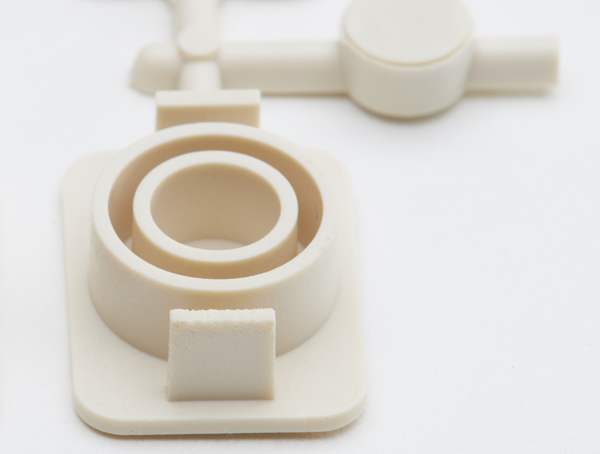
課題:ヒケ、ウエルド対策
樹脂:PC+PET
- 保圧力:
- 113.4MPa
- サイクル:
- 63.13sec
- 保圧力:
- 100.8MPa
- サイクル:
- 42.46sec
実際に使っている現場スタッフの方の感想
| ガストース |
|
|---|
なぜ、ガストースを採用することにより
様々な課題が解決できるようになるのか?
- 理由
1 -
ガストースとは・・・
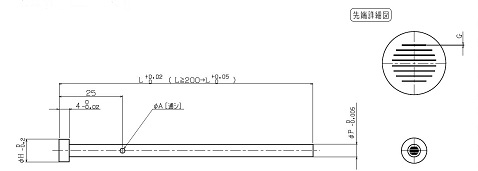
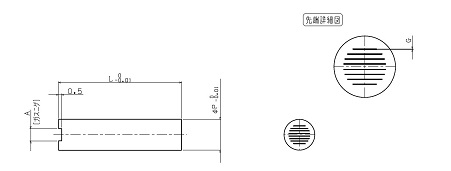
エジェクタピンやコアピン等のガスベント(エアーベント)機能がついたものです。
金型内に発生するガスを効率よく排出する勾配加工を施しています。樹脂の流動性に応じて0.005~0.05mm幅のガスベントを入れることが出来るので、どのような樹脂にも対応可能となっております。
- 理由
2 -
ピン側面に横穴加工が施されているため、簡単に入れ替えができる。
ガストースを使用することで低圧低型締成形が可能になり、無停止成形が実現できる。
- 理由
3 -
商品ラインナップが多いため、
どのような金型のガス抜き部品としても使用できる。
ガストースの導入メリット
品質向上(不良率低下による原価低減)
- 低圧成形が可能となりバリが小さくなる。
- キャビティ内のガスベント詰まりが少なくなりショートショットが防げる。
- 製品のガス焼け防止になる。ヒケを少なくできる。
コスト削減
- 不良率低下による検査工数が削減。(不良率低下による原価低減)
- コアピンの破損が防げる。(メンテナンス工数削減)
- パージや捨ショットが少なくできる。(材料費の節約)
生産性の向上
- 不良率が改善され検査工数が削減できる。(生産性がアップ)
- チョコ停(連続成形がストップする)の要因の除去。(生産性がアップ)
- 金型が汚れずメンテナンスの回数が減る。(メンテナンス工数削減)
- 条件幅が広がり歩留りがよくなる。(生産性がアップ)
- 生産計画の変更が少なくなる。(納期が守れる)
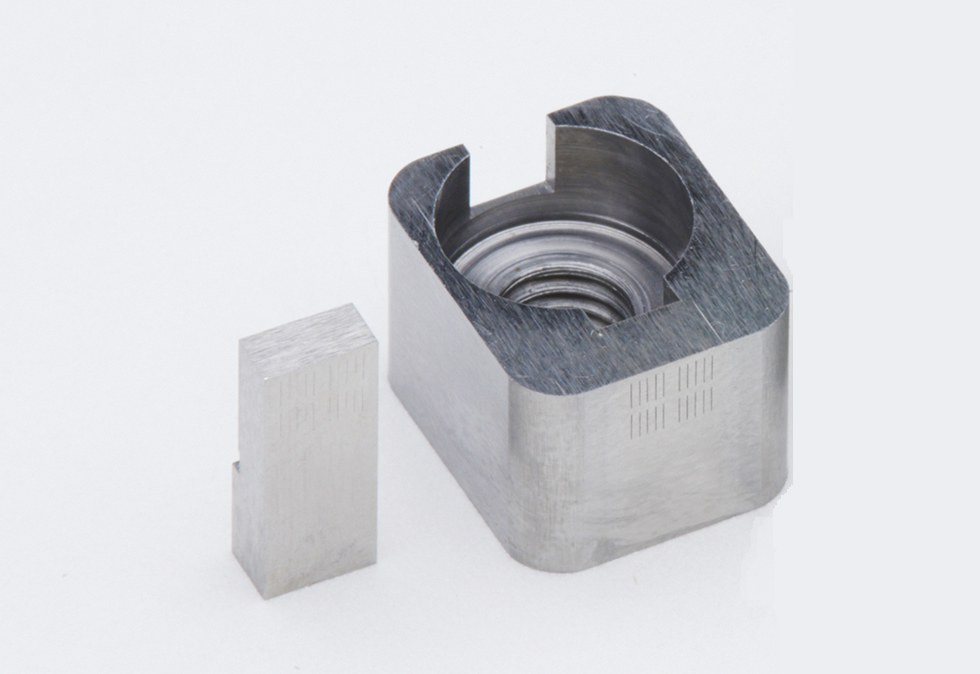
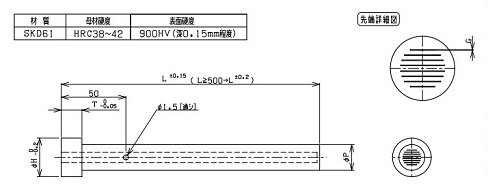
ガストースの構造
ガストースとは、エジェクタピンやコアピン等のガスベント(エアーベント)機能がついたものです。
樹脂の流動性に応じて0.005~0.05mm幅のガスベントを入れることが出来るのでどのような樹脂にも対応可能となっております。

ガストースの形状事例
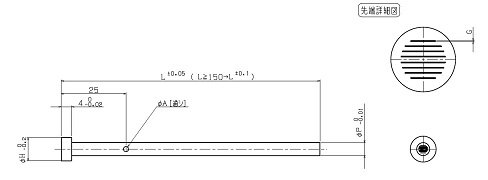
エジェクタピンタイプ
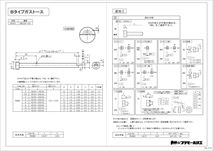
対象:Aタイプ、Cタイプ、LAタイプ、AS・CSタイプ

詳しくはこちら
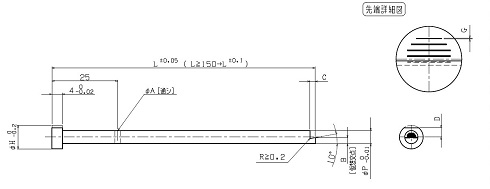
エジェクタピン(先端Z形状)タイプ
対象:Bタイプ

詳しくはこちら
3プレート金型(スラグ部)用
対象:Dタイプ

詳しくはこちら
製品部コアピンタイプ
対象:Eタイプ

詳しくはこちら
ランナーエンド部用
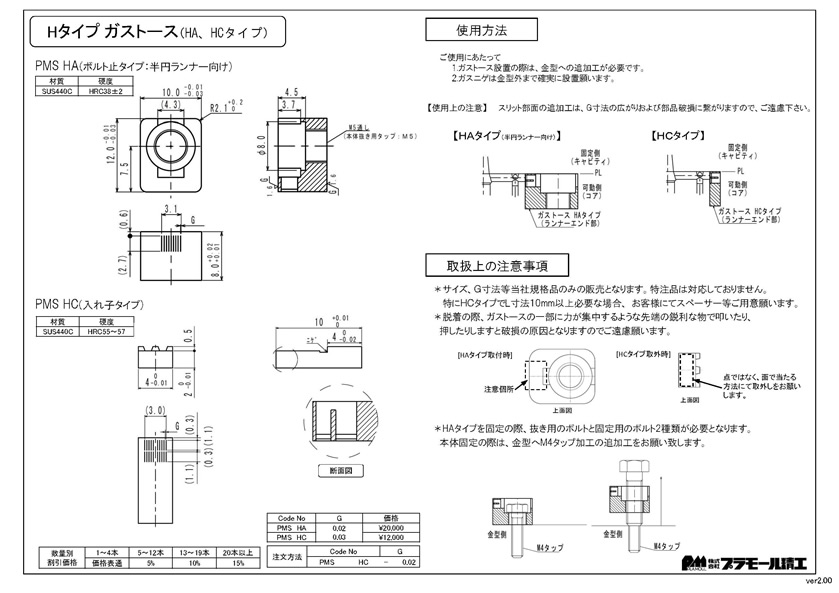
対象:HA・HCタイプ
詳しくはこちら
ランナーエンドタイプ
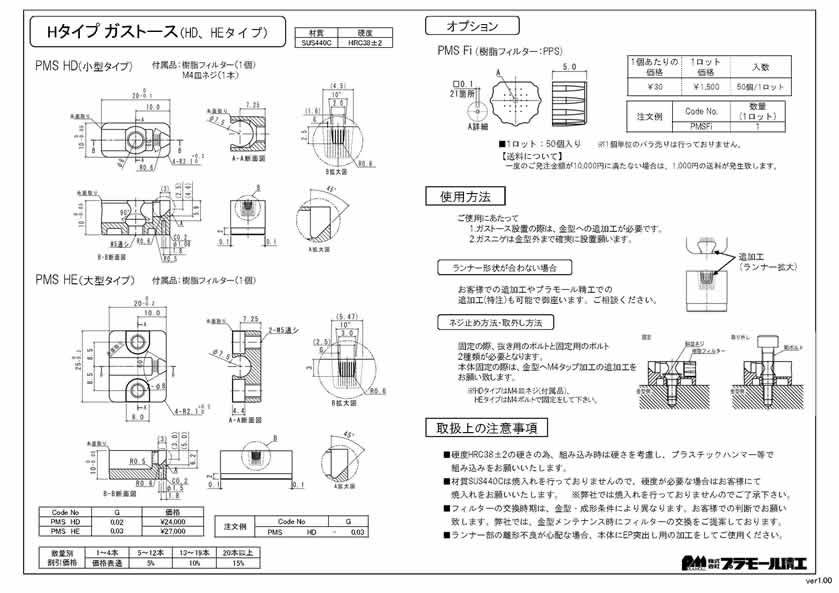
対象:HDタイプ

詳しくはこちら
丸形シンプルタイプ
対象:Kタイプ

詳しくはこちら
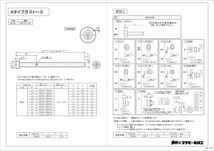
製品仕様・技術資料
品名横のクリックで詳細が表示されます。
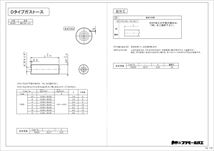
Aタイプガストース(スプルー・ランナー・Eピン用)スリット幅0.01~0.05mm
Bタイプガストース(スプルー・ランナー・Z型Eピン用)スリット幅0.01~0.05mm
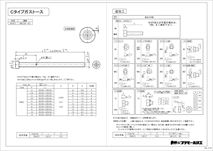
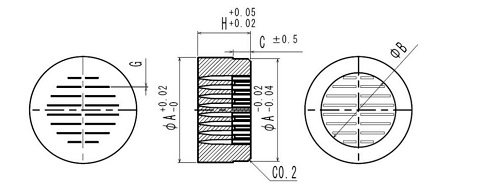
Cタイプガストース(製品部Eピン用)スリット幅0.005~0.02mm
Dタイプガストース(3プレートピンゲート用)スリット幅0.01~0.05mm
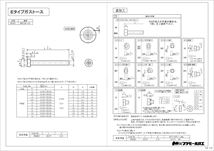
Eタイプガストース(製品部コアピン用)スリット幅0.005~0.02mm

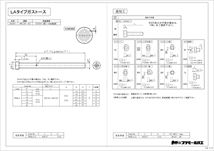
LAタイプガストース(大型成形機用)スリット幅0.02~0.03mm
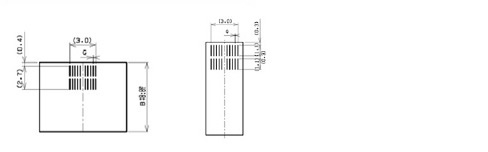
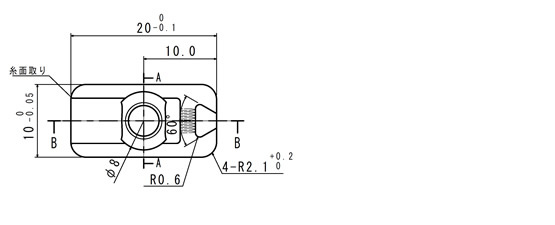
HA、HCタイプガストース(ランナーエンドタイプ)スリット幅0.02~0.03mm
HDタイプガストース(ランナーエンドタイプ)スリット幅0.02~0.03mm
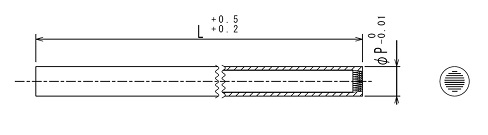
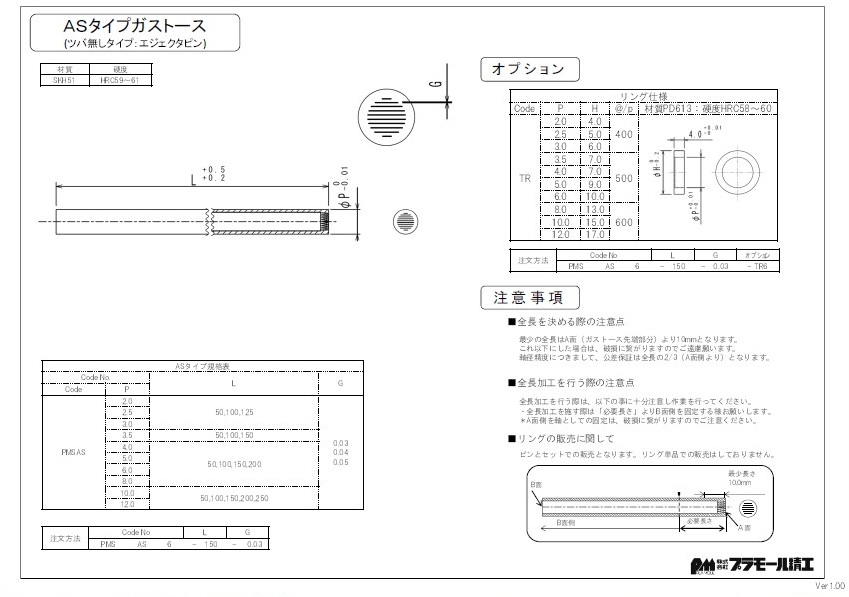
ASタイプガストース(ツバ無しタイプ)スリット幅0.03~0.05mm
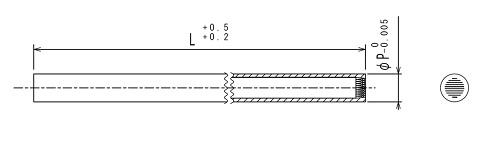
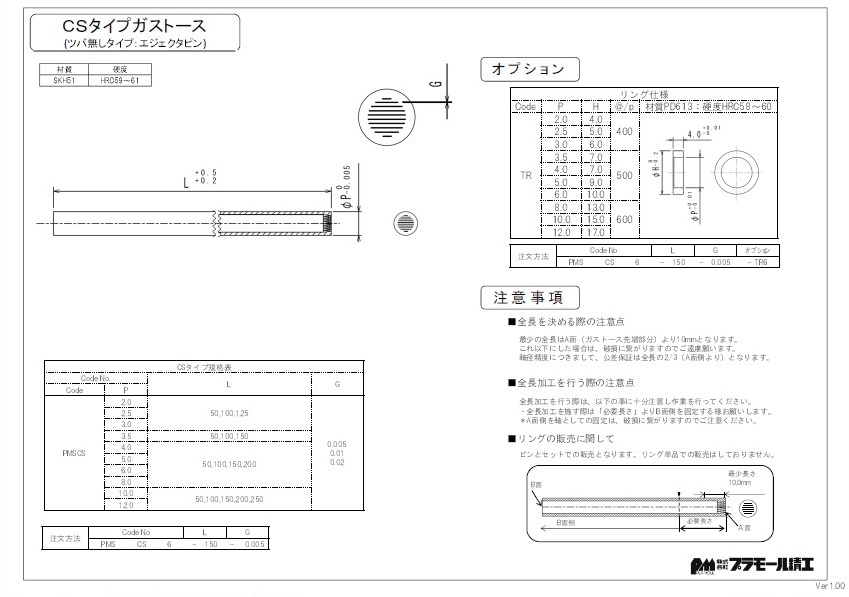
CSタイプガストース(ツバ無しタイプ)スリット幅0.005~0.02mm
Kタイプガストース(丸型シンプルタイプ)スリット幅0.03mm
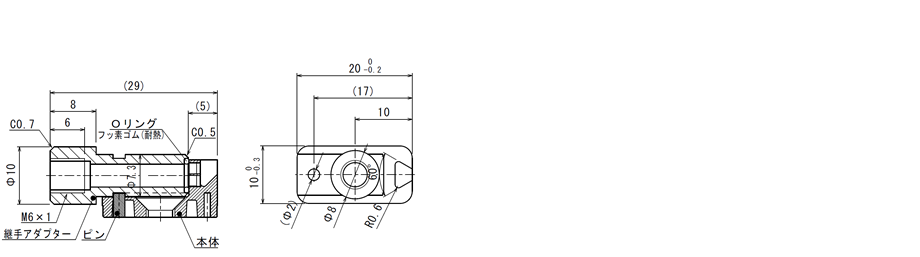
HDVタイプガストース(ランナーエンド吸引タイプ)スリット幅0.02~0.03mm

ガストースの効果的な使用方法・使い方
ガストースについてのよくある質問
- 樹脂詰りは起きませんか?
- 樹脂温や樹脂圧が高くなった場合、詰まることが有ります。射出圧による樹脂漏れ実験をしたデータを樹脂別に表にしたものがホームページに載せてあるので参考にしてください。 ガストース樹脂詰まり試験_樹脂10種.pdf
- 詰まった樹脂を取り除く方法はありませんか?
- ガストースの裏の穴に詰まった樹脂はドリル等で取り除き、φ30×50Lの銅棒に対象のガストースの径より 0.1mm程度大きな穴を開け、ノズルヒーターを巻きつけて昇温し、真空ポンプなどで吸い取ります。写真付の解説が ホームページ上に載っています。(当社に依頼されれば定価の3割で取り除いております。 ただし、納入後一年経過した場合や異常な温度や炭化したものにつきましては対象外となります。) 樹脂を詰まらせない使用法_ver3.pdf
- ヤニが詰まった場合の対処法はありますか?
- 長く使用していると、ガストースのスリット部裏の内面にガスが張り付き、それが接着剤のようになってドンドン 詰まることがあります。ヤニを取り除くには超音波洗浄が最適です。生産途中に応急的に行う場合はスプレー式の 揮発性の洗浄剤を先端から吹付け、エアガンを使って流し込みます。短いものであればメガネ用超音波洗浄機も 効果があります。洗浄油ではなく水を使用した場合は、洗浄後錆びない様にしっかりと乾燥する必要があります。ガストースメンテナンス方法.pdf
- 詰りの原因がガスヤニか樹脂漏れか見分ける方法はありますか?
- ヤニの場合は柔らかいので、裏から細い竹串のようなもので突き刺すと抵抗なく刺さっていきます。 樹脂の場合は刺さっていかないので簡単に解ります。
- ショートショットで困っています。ガストースで解決出来ますか?
- ショートの主な原因はベント詰りにより排気不能にで充填がしづらくなることで発生します。 スプルー直下やランナーエンドでガスを抜き、製品の最終充填部近くにエアベントを増やす事で解決出来ます。
- バリで困っています。ガストースを使用する事で解決出来ますか?
- バリが出る原因は隙間が大きいか、充填圧が高過ぎて金型が開かれたり、歪んだりした隙間に発生します。 ショート対策と同様にベントを増やす事で内圧を下げ、バリを防ぐことが出来ます。
- ガストースで反りや変形を軽減出来ますか?
- 反りや変形の原因は、製品形状(肉厚バランス不均一)による場合と、充填圧が高過ぎる事でストレスが 生じた時に発生します。ストレスの場合はベントを増やす事で内圧の上昇を抑えられるので解決できます。
- ガストースのスリットの跡は残りますか?
- 残念ながら跡は残ります。外観に影響の出ないランナー部や製品部の裏面に使用してください。
- ガラス等が配合された樹脂にも使えますか?
- 当社においてPPSでガラス40%配合された樹脂でも問題なく使用しています。
- 熱硬化性樹脂やダイキャスト型に使えませんか?
- 今までにも何社かに使用頂きましたが、スリット幅が0.005mmでも漏れてしまい使用できないようです。 ゴムについても同様でした。
- ガストースの耐久性はどのくらいですか?
- 当社での使用において、ノズル先端に溜まったガスを最初に受止めるスプルー直下にガストースを入れ、 PBTやナイロン系の一般材では100万ショットを過ぎても使用を続けております。
- スリット幅はいくつにすればよいでしょう?
- 実験型を使ってデータ表を作成しましたので参考にしてください。ホームページに載っております。ガストース樹脂詰まり試験_樹脂10種.pdf
- ガストースはどうやって作るんですか?
- 申し訳ございませんが企業秘密となっております。
- ピンの外周にニゲ加工したものと、効果の差は出ますか?
- ベントの表面積から言えば細い径の場合は外周の方が排気効果は高いです。しかし、ガスヤニなどで作動不良が発生したり、樹脂カスが出て製品に張り付くリスクも併せて考えるとどちらを選択しますか。
- 先端がポーラス状のピンと比べて効果は異なりますか?
- ポーラス状の材料が挿入されたガス抜きピンは、排気孔が複雑な形になっているのでガスヤニが詰まり易く、長く生産を続けることが困難です。掃除も長い時間を要します。ガストースは直線的に抜けるので排気効率も高く、 掃除にかかる時間も短時間で済みます。
- スプルー直下にEピンが無いホットランナーの場合どこに入れますか?
- 最終充填部近くの突出しピンをガストースに入れ替える事と、製品の外側から排気するエアトースがお勧めです。 許されるならホットゲート直下にコアピンタイプのガストースを組込めれば大きな効果が出ます。
その他のよくある質問
- 商品の価格はどうやって調べればいいですか?
- ホームページ上の各商品名をクリックすると、各タイプごとに価格表が明示されています。
- どこで購入できますか?
- 直販を行っています。正式な代理店制度は行っておりません。 取引口座が無いと発注出来ない場合は、現在お取引頂いている業者経由でも受注致します。
- 代金の支払方法はどうなりますか?
- 社内規定が有りますのでご連絡願います。
- 価格は安くなりませんか?
- 本数に応じた割引率を明示してあります。どちらのお客様にも値引きをせず納入しています。
- 全く効果が無かった場合は、返金可能ですか?
- ラジエタースプルー以外は当社商品に明らかな瑕疵があった場合のみ返金対象となります。
- 規定された精度が満足されていない場合は返品可能ですか?
- 規定外の精度であれば、早急に製作し再納入いたします。
- 注文後のキャンセルはできますか?
- 「注文請書」回答後、当日15時30分までにご連絡いただいた場合は、無償での変更やキャンセルを承ります。
当日15時30分を過ぎてのご連絡分については、翌日扱いとなり有償(50%~)での対応となります。
※「注文請書」は通常、当日15時30分までのご回答を心がけておりますが、やむを得ずそれ以降となる場合もございます。その際は、変更やキャンセルのご対応に関して翌日扱いとなる場合が ございます。恐れ入りますが、何卒ご理解賜りますようお願い申し上げます。
製作途中の商品は発送出来ません。全て完成品でお届けします。キャンセル規定.pdf
ご注文・お見積り
お支払い・お届け・送料について
お支払い:お支払いは代金引換または口座振込にて承らせていただきます。
※ご注文後、振込口座情報をお知らせいたします。
送料:国内は無料でお届けいたします。
(但し、一度のご注文金額が税込11,000円未満の場合のみ送料1,100円ご負担いただいております。)
価格表に記載の価格につきましては、日本国内のお客様向けになります。
ご注文について
ご注文は、下記より発注書を印刷いただき、FAXまたはEmailにてご依頼ください。
-本社工場-
住所:〒981-3351宮城県富谷市鷹乃杜4-3-5
TEL:022-348-1250
FAX:022-348-1244
MAIL:order@plamoul-seiko.co.jp
- 関連会社:株式会社プラモール大阪 -
住所:〒560-0085大阪府豊中市上新田1-1-1
パレス・モミの木 402号
TEL:06-6834-7789
FAX:06-6170-5506
携帯:080-8212-3909
MAIL:m-wako@plamoul-seiko.co.jp